Your Responsible Supplier Partner for Oil and Gas Products.
ASTM A860 WPHY 60 Pipe Fittings
Hot Topic





Rencent Articles







ASTM A860 WPHY 60 Pipe Fittings
Grades: ASTM A860 WHPY 60
Raw material from: API 5L X60, X60M, X60N, X60Q, X60QS, X60MS, X60NS, X60MO
Outer Diameters: 1/2” to 14” in ASME B16.9, 14” to 48” in MSS-SP-75
Wall Thickness Schedule: SCH 20, STD, 40, 80, to SCH 160
Pressure Class: Class 150, 300, 600, 900, 1500, 2500
Manufacturing Standards: ASME B16.9, ASME B16.28, MSS-SP-75
ASTM A860 WPHY60 is the standard specification for wrought high-strength ferritic steel butt-welding. Yield strength minimum 415 Mpa, Tensile strength 515 Mpa to 690 Mpa.Material used for make such pipe fittings are from seamless or welded steel pipe of API 5L X60, X60M, X60Q etc, used for oil and gas transmissions.
Dimensions Standard:
For NPS 14 and smaller butt-welding fitting refer to ASME B16.9.
Larger than NPS 14 through NPS 48 shall comply with MSS-SP-75.
Standard Scope
This specification includes forged high-strength low-alloy steel butt-welding fittings of seamless and electric fusion welded structure covered by the latest revisions of ASME B16.9, ASME 16.28, and MSS-SP-75. Butt welding accessories are different from these ASME and MSS standards should be provided in accordance with the supplementary provisions specification S58 of the A960 / A960M. These accessories are suitable for high-pressure oil and gas transmission and distribution system.
It provides supplementary requirements for the fittings When a greater degree of inspection is required. And the specification not include cast welded fittings or fittings for castings.
The products provided in this specification shall comply with the requirements of the specification A960 / A960M, including any additional requirements specified in the purchase order. Non-compliant A690 / A960M components do not meet the general requirements of this specification. In the event of a conflict between this specification and the specification A960 / A960M, this specification shall prevail.
Materials and Manufacturing
The fitting material shall be a completely killed fine-grained material, which is produced by a melting process for producing round, well-dispersed fine sulfide inclusions, promoting good notch toughness and helping to resist hydrogen induced cracking. And has solderability for field soldering.
ASTM A860 WPHY 60 Pipe Fittings Data Sheet
Chemical Element Composition % Heat Analysis
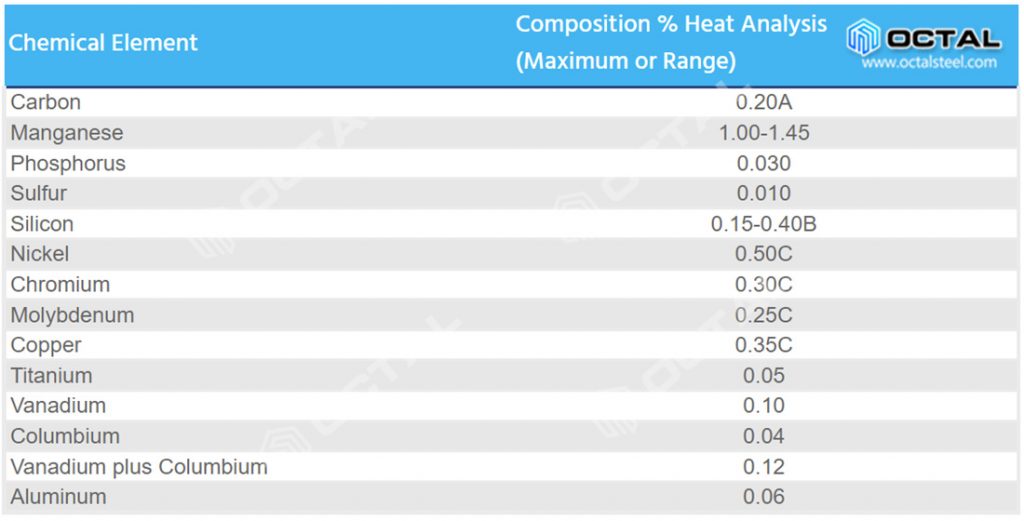
A: The carbon equivalent calculated by the following formula, shall not exceed 0.42%.
CE = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
B: If vacuum carbon deoxidation is used, silicon shall not exceed 0.10% by heat analysis and 0.12% by product analysis.
C: Ni + Cr + Mo + Cu shall not exceed 1.0%.
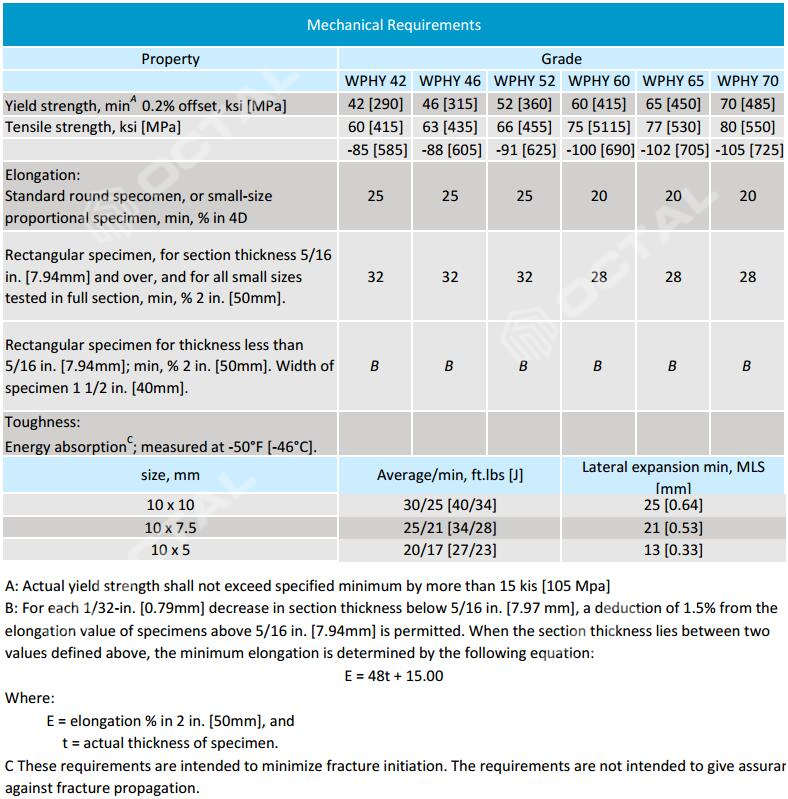
Mechanical Properties (ASTM A860 WPHY 42, 52, 60, 65, 70)
Table 2
Raw Materials for Producing ASTM A860 Fittings
Raw materials shall include plates, plates, forgings, forged bars, and seamless or fusion welded tibia products with filler metal. The chemical composition should be in accordance with Table 1.
a. Materials that require the addition of any element other than the elements listed in Table 1 are not specifically required. This does not preclude the use of deoxidizers.
b. If the requirements of paragraph UW-30 of Section VIII of the ASME Boiler and Pressure Vessel Code are met, the starting material does not require on-site welding preheating.
c. Forging or forming operations can be carried out by hammering, pressing, perforating, extruding, upsetting, rolling, bending, welding, welding or a combination of these operations.
All welds, including welded joints, shall be:
c.1. Manufactured by welders, welding operators and welding procedures in accordance with Section IX of the ASME Boiler and Pressure Vessel Code.
c.2. Heat treatment in accordance with ASTM A860.
c.3. Radiographically examined total length of each weld comply with ASME Boiler and Pressure Vessel Code.
d. Welded joints of A860 fittings shall be furnished in accordance with UW-35(a) part of ASME Boiler and Pressure Vessel Code Section VIII.
Heat Treatment
ASTM A860 WPHY42, 46, 52, 56, 60, 65 and 70 all fittings shall be heat treated. Fittings that formed above transformed temperature or made by weldings, shall be cooled down to critical temperature before heat treatment. The methods including normalizing, quenching, tempering or stress relieved under the specification of ASTM A960/960M.
Hardness Requirements
Fittings under ASTM A860 shall have a maximum hardness of 22 HRC (235 HBW).
Charpy Impact Test
One set of impact tests three specimens shall be made to represent the base metal and one set three specimens to present weld metal on same frequency as tensile tests. The impact test temperature shall be -50℉ (-45℃).
Hydrostatic Test
Hydrostatic testing is not required by this specification.
14.2 All fitting shall be capable of withstanding, after installation, without failure, leakage, or impairment of serviceability, a hydrostatic test pressure of 100% based on minimum yield strength of the material grade, wall thickness, and outside diameter ordered. The hydrostatic pressure shall be calculated in accordance with below equation:
P=2S x t/D
P = Hydrostatic pressure
S = Specific yield strength, min,
t = Nominal wall thickness, and
D = Outside diameter.
Our Supply Range
Grades: ASTM A860 WHPY 42, 46, 52, 56, 60, 65, 70
Outer Diameters: 1/2” to 14” in ASME B16.9, 14” to 48” in MSS-SP-75
Wall Thickness Schedule: SCH 10, SCH 40, SCH 160 comply with ASME B16.9
Pressure Class: Class 150, 300, 600, 900, 1500, 2500
Manufacturing Standards: ASME B16.9, ASME B16.28, MSS-SP-75
The resource belongs to the product
Steel Pipe Fittings & Accessories
Click permalink to view detail & more descripton.
Social Share





